In der Welt der kundenspezifischen Fertigung ist PMMA - gemeinhin als Acryl- oder Plexiglas bekannt - ein beliebtes Material für alles, von eleganten Displays im Einzelhandel bis hin zu komplizierten architektonischen Elementen und Komponenten für medizinische Geräte. Seine kristallklare Transparenz, sein geringes Gewicht und seine Vielseitigkeit machen es zu einem idealen Material, um kreative Entwürfe in die Realität umzusetzen. Aber nicht alle PMMA-Platten verhalten sich gleich, wenn sie in der Produktion eingesetzt werden. Der Herstellungsprozess - ob durch traditionelles Zellgießen oder kontinuierliche Extrusion - spielt eine entscheidende Rolle für die Materialeigenschaften und letztlich für die Erfolgsquote oder Ausbeute“ Ihrer kundenspezifischen Endprodukte. Das Verständnis dieser Unterschiede kann Verarbeitern, Konstrukteuren und Einkäufern dabei helfen, den Ausschuss zu minimieren, die Kosten zu senken und jedes Mal qualitativ hochwertigere Ergebnisse zu erzielen.
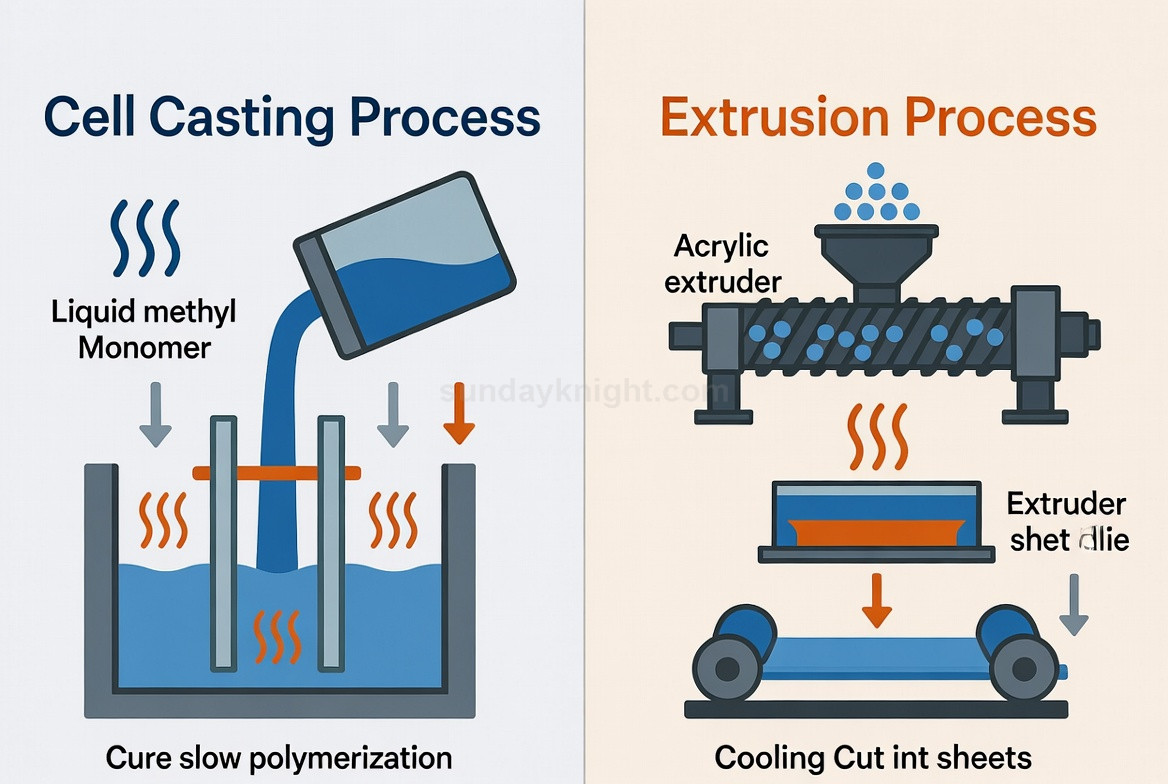
Schauen wir uns die beiden Prozesse einmal genauer an. Das Zellgießen beginnt mit flüssigem Methylmethacrylat (MMA), das mit einem Katalysator vermischt wird. Diese Mischung wird sorgfältig zwischen zwei Glasplatten gegossen, die durch eine Dichtung getrennt sind, die die Dicke festlegt. Der gesamte Aufbau wird dann in ein Bad oder einen Ofen mit kontrollierter Temperatur gelegt, wo das Material langsam über mehrere Stunden oder sogar Tage polymerisiert. Es handelt sich um ein chargenorientiertes Verfahren, das den Polymerketten ausreichend Zeit gibt, lange, verschlungene Strukturen mit minimalen mechanischen Störungen zu bilden.
Im Gegensatz dazu ist die Extrusion ein kontinuierlicher Hochgeschwindigkeitsvorgang. Vorpolymerisierte Acrylglasgranulate werden in einen Trichter gefüllt, in einem Schneckenextruder unter Hitze und Druck geschmolzen und dann durch eine flache Düse gepresst, um eine kontinuierliche Platte zu erzeugen. Kühlwalzen kalibrieren die Dicke, bevor die Platte geschnitten und gestapelt wird. Diese Methode ist effizient, wenn es darum geht, schnell große Mengen zu produzieren, aber der schnelle Fluss und die Abkühlung führen zu einer anderen Dynamik auf molekularer Ebene.
Diese Produktionswege führen zu spürbaren Unterschieden bei den fertigen Platten. Gegossenes PMMA bietet im Allgemeinen eine hervorragende optische Klarheit mit sehr geringer Lichtverzerrung, eine ausgezeichnete Beständigkeit gegen Chemikalien und Lösungsmittel sowie eine härtere Oberfläche, die Kratzern besser standhält. Da das Material ohne richtungsabhängige Spannungen aushärtet, verzeiht es in der Regel auch Nachbearbeitungen wie Bearbeitung oder Kleben. Die Dicke kann von Platte zu Platte etwas stärker variieren - oft um ±10% - und das Material ist aufgrund des arbeitsintensiven Prozesses teurer.
Extrudiertes PMMA zeichnet sich durch seine Konsistenz aus. Die Dickentoleranzen sind in der Regel eng (±5% oder besser), was ein großer Vorteil ist, wenn Teile in Baugruppen genau zusammenpassen müssen. Außerdem ist es wesentlich preiswerter, vor allem bei großen Aufträgen, und lässt sich oft bei niedrigeren Temperaturen leichter thermoformen. Nachteilig ist, dass die kürzeren Polymerketten und die bei der Extrusion entstehende Ausrichtung das Material etwas anfälliger für Kratzer, Lösungsmittelangriffe und spannungsbedingte Risse machen können, wenn es nicht sorgfältig behandelt wird.
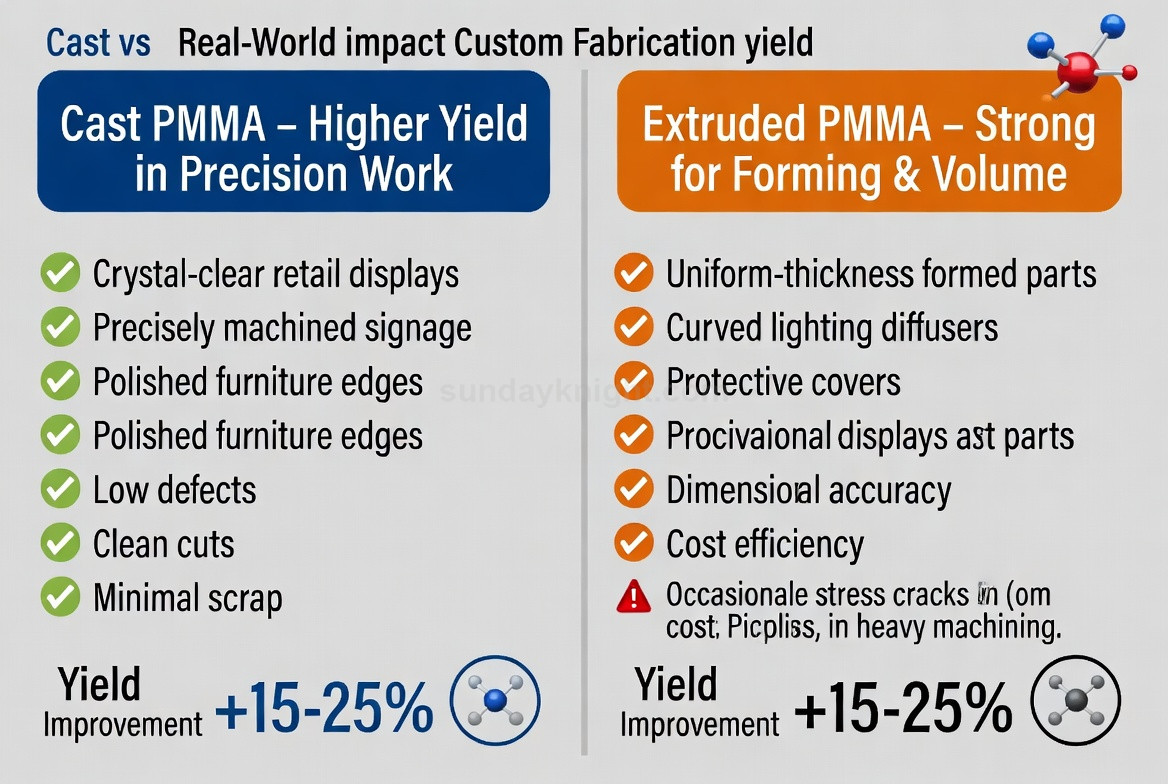
Hier trifft der Gummi auf die Straße: Diese Eigenschaftsunterschiede wirken sich direkt auf die Ausbeute aus, d. h. auf den Prozentsatz der Teile, die die Qualitätskontrolle ohne Fehler, Nacharbeit oder Ausschuss durchlaufen. Beim CNC-Fräsen, Bohren, Sägen oder detaillierten Gravieren lässt sich gegossenes Acryl normalerweise sauberer bearbeiten. Es erzeugt schöne Späne, anstatt zu schmelzen oder die Werkzeuge zu verkleben, und es ist weitaus weniger wahrscheinlich, dass es zu Kantenausbrüchen oder Rissen unter der Oberfläche kommt. Viele Werkstätten berichten von deutlich höheren Erfolgsquoten beim ersten Durchgang, wenn sie mit gegossenem Material an komplexen Beschilderungen, Möbelkomponenten oder Präzisionsdisplays arbeiten.
Beim Laserschneiden ergibt sich ein ähnliches Bild. Gegossene Platten vertragen die örtlich begrenzte Hitze besser und weisen danach weniger Spannungsbrüche auf. Beim Kleben mit Lösungsmitteln oder beim Flammpolieren führt die überlegene chemische Beständigkeit von gegossenem PMMA oft zu stärkeren, saubereren Verbindungen und einer spiegelglatten Oberfläche mit geringerem Risiko von Rissen.
Doch auch die Extrusion hat ihre Vorzüge. Beim Thermoformen - dem Erhitzen der Platte und dem Vakuumformen oder Biegen in Kurven - schneidet extrudiertes Material häufig besser ab. Seine gleichmäßige Struktur und die niedrigere Umformtemperatur ermöglichen schärfere, wiederholbare Formen mit minimaler Rückfederung oder Rissbildung. Dies kann sich in höheren Erträgen für Beleuchtungsdiffusoren, Schutzabdeckungen oder konturierte Einzelhandelsvorrichtungen niederschlagen, bei denen die Formgebung der wichtigste Schritt ist.
In der Praxis kann diese Entscheidung den Gesamtertrag um 10-25% oder mehr beeinflussen. Ein Kunde brachte uns einmal einen großen Auftrag über mehrteilige Verkaufsdisplays, die eine umfangreiche CNC-Fräsbearbeitung und Lösungsmittelverklebung erforderten. Die Umstellung von extrudierten auf gegossene Platten reduzierte sofort unsere Ausschussrate und sparte Stunden an Nacharbeit. Die zusätzlichen Materialkosten wurden durch geringeren Ausschuss und schnelleren Durchsatz mehr als ausgeglichen. Bei einem anderen Projekt, bei dem es um vakuumgeformte Schutzvorrichtungen ging, lieferten extrudierte Platten perfekte Konsistenz und sorgten für einen reibungslosen Betrieb der Anlage zu einem niedrigeren Preis.
Natürlich spielen auch andere Faktoren eine Rolle: die richtige Lagerung der Bleche, um die Aufnahme von Feuchtigkeit zu verhindern, scharfe Werkzeuge, optimierte Maschineneinstellungen und gelegentliches Glühen, um Restspannungen abzubauen. Aber die Wahl des Ausgangsmaterials legt den Grundstein.
Es gibt keine allgemeingültige “beste” PMMA-Platte - nur die richtige für die jeweilige Aufgabe. Projekte, bei denen es auf flaches Schneiden, Gravieren und Polieren ankommt, profitieren in der Regel am meisten von gegossenem Material. Für großvolumige Umformungen oder einfache Plattenarbeiten wird aus Kosten- und Konsistenzgründen oft die Extrusion bevorzugt. Durch die Anpassung des Verfahrens an die jeweilige Anwendung können Verarbeiter die Effizienz und die Kundenzufriedenheit erheblich steigern.
Wenn Sie das nächste Mal Acrylglas für ein kundenspezifisches Projekt spezifizieren, nehmen Sie sich einen Moment Zeit, um zu überlegen, wie es hergestellt wurde. Ein wenig Wissen über Gießen und Extrusion kann gute Ideen in zuverlässige, ertragreiche Produktionsläufe verwandeln. Unserer Erfahrung nach macht eine fundierte Materialauswahl den Unterschied zwischen einer stressigen Werkstatt und einem reibungslosen, rentablen Betrieb aus.