In the world of custom fabrication, PMMA—commonly known as acrylic or plexiglass—stands out as a go-to material for everything from sleek retail displays to intricate architectural elements and medical device components. Its crystal-clear transparency, lightweight nature, and versatility make it ideal for turning creative designs into reality. But not all PMMA sheets perform the same way once they hit the shop floor. The manufacturing process—whether through traditional cell casting or continuous extrusion—plays a crucial role in the material’s properties and, ultimately, the success rate, or “yield,” of your customized finished products. Understanding these differences can help fabricators, designers, and buyers minimize waste, cut costs, and deliver higher-quality outcomes every time.
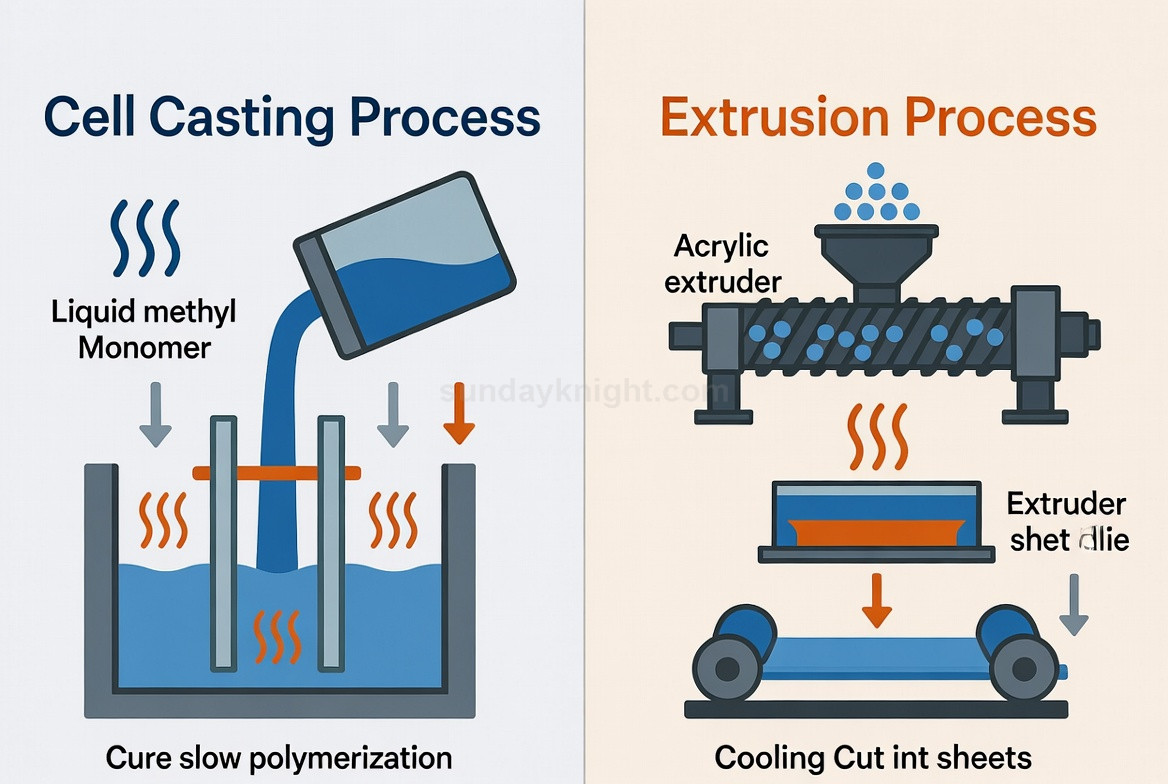
Let’s break down the two processes. Cell casting starts with liquid methyl methacrylate (MMA) monomer mixed with a catalyst. This mixture is carefully poured between two glass plates separated by a gasket that sets the thickness. The whole assembly is then placed in a controlled-temperature bath or oven, where the material polymerizes slowly over several hours or even days. It’s a batch-oriented method that gives the polymer chains plenty of time to form long, intertwined structures with minimal mechanical interference.
Extrusion, by contrast, is a high-speed, continuous operation. Pre-polymerized acrylic pellets are fed into a hopper, melted inside a screw extruder under heat and pressure, and then forced through a flat die to create a continuous sheet. Cooling rollers calibrate the thickness before the sheet is trimmed and stacked. This method is efficient for producing large volumes quickly, but the rapid flow and cooling introduce different dynamics at the molecular level.
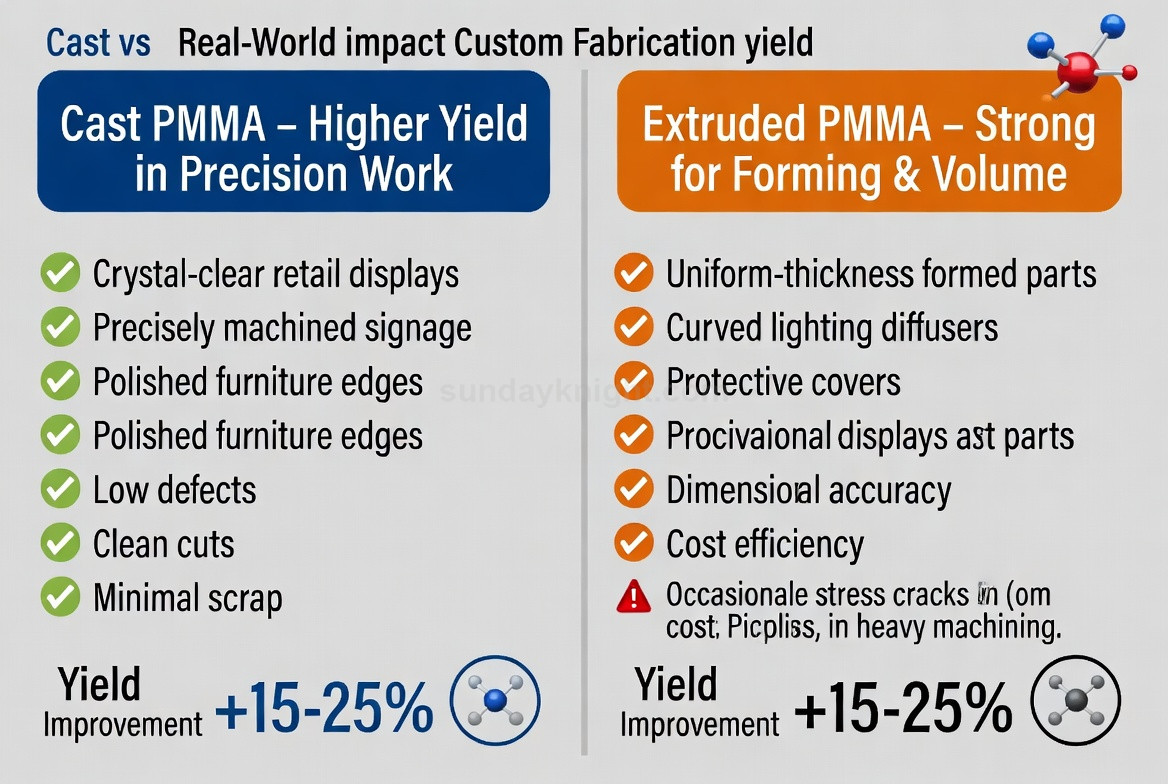
These production routes create noticeable differences in the final sheets. Cast PMMA generally delivers superior optical clarity with very little light distortion, excellent resistance to chemicals and solvents, and a harder surface that stands up better to scratches. Because the material cures without directional stress, it tends to be more forgiving during secondary operations like machining or gluing. Thickness can vary a bit more from sheet to sheet—often around ±10%—and the material is pricier due to the labor-intensive process.
Extruded PMMA shines in consistency. Thickness tolerances are typically tight (±5% or better), which is a huge advantage when parts need to fit together precisely in assemblies. It’s also significantly more affordable, especially for big orders, and often easier to thermoform at lower temperatures. On the downside, the shorter polymer chains and the orientation created during extrusion can make the material slightly more prone to scratching, solvent attack, and stress-related cracking if not handled carefully.
Here’s where the rubber meets the road for custom fabricators: these property differences directly affect yield—the percentage of parts that sail through quality control without defects, rework, or scrap. In CNC routing, drilling, sawing, or detailed engraving, cast acrylic usually machines cleaner. It produces nice chips instead of melting or gumming up tools, and it’s far less likely to chip edges or develop subsurface cracks. Many shops report noticeably higher first-pass success rates when working with cast material on complex signage, furniture components, or precision displays.
Laser cutting presents a similar picture. Cast sheets handle the localized heat better and show fewer stress fractures afterward. When it comes to solvent cementing or flame polishing, the superior chemical resistance of cast PMMA often results in stronger, cleaner bonds and a mirror-like finish with less risk of crazing.
Yet extrusion has its sweet spot. For thermoforming—heating the sheet and vacuum-forming or bending it into curves—extruded material frequently performs better. Its uniform structure and lower forming temperature allow for sharper, more repeatable shapes with minimal spring-back or cracking. This can translate into higher yields for lighting diffusers, protective covers, or contoured retail fixtures where forming is the dominant step.
In real-world custom work, the choice can swing overall yield by 10-25% or more. A client once brought us a large order of multi-part point-of-sale displays requiring heavy CNC routing and solvent gluing. Switching from extruded to cast sheets immediately reduced our reject rate and saved hours of rework. The extra material cost was more than offset by lower scrap and faster throughput. On another project involving vacuum-formed protective guards, extruded sheets delivered perfect consistency and kept the line running smoothly at a lower price point.
Of course, other factors matter too: proper sheet storage to prevent moisture absorption, sharp tooling, optimized machine settings, and occasional annealing to relieve any residual stresses. But the starting material choice sets the foundation.
There’s no universal “best” PMMA sheet—only the right one for the job. Projects heavy on flat cutting, engraving, and polishing usually benefit most from cast material. High-volume forming or simple panel work often favors extrusion for both cost and consistency. By matching the process to the application, fabricators can dramatically improve efficiency and customer satisfaction.
The next time you specify acrylic for a custom project, take a moment to consider how it was made. A little knowledge about casting versus extrusion can turn good ideas into reliable, high-yield production runs. In our experience, informed material choices make all the difference between a stressful shop floor and a smooth, profitable operation.