En el mundo de la fabricación a medida, el PMMA -comúnmente conocido como acrílico o plexiglás- destaca como material de referencia para todo tipo de aplicaciones, desde elegantes expositores para tiendas hasta intrincados elementos arquitectónicos y componentes de dispositivos médicos. Su transparencia cristalina, su ligereza y su versatilidad lo hacen ideal para hacer realidad diseños creativos. Pero no todas las planchas de PMMA funcionan igual una vez que llegan al taller. El proceso de fabricación, ya sea mediante colada celular tradicional o extrusión continua, desempeña un papel crucial en las propiedades del material y, en última instancia, en la tasa de éxito o “rendimiento” de sus productos acabados personalizados. Comprender estas diferencias puede ayudar a los fabricantes, diseñadores y compradores a minimizar los residuos, reducir los costes y ofrecer siempre resultados de mayor calidad.
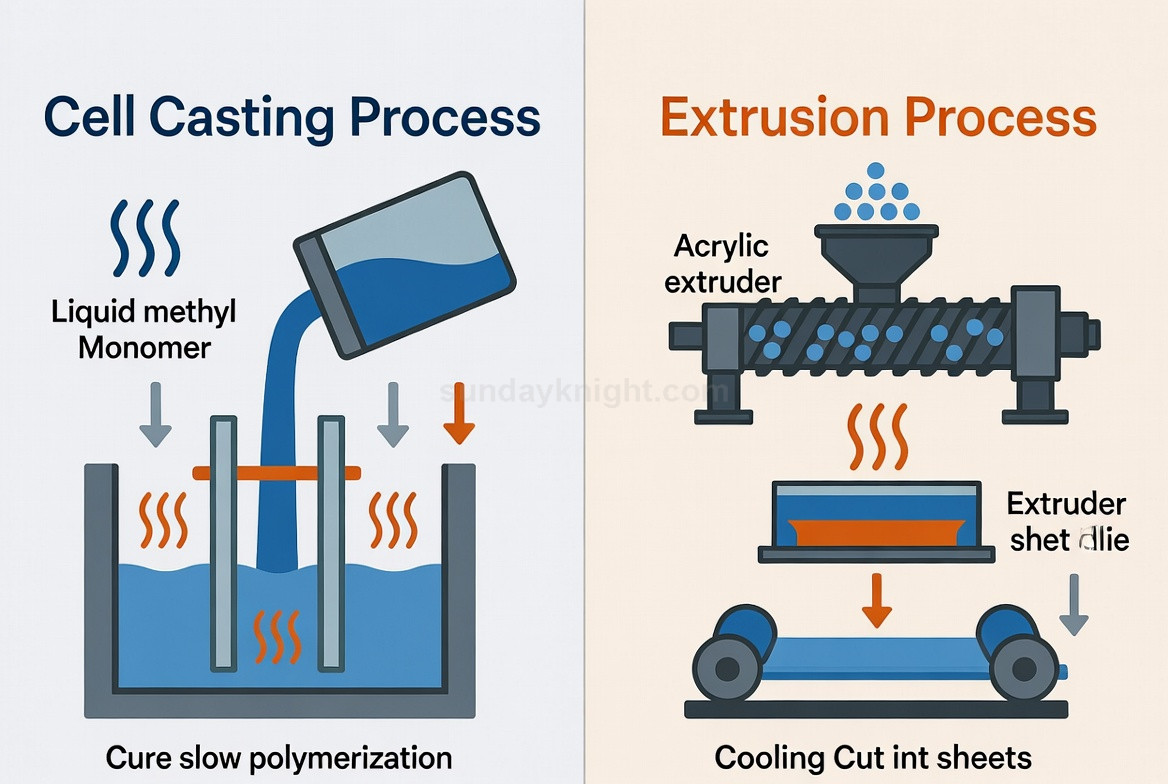
Desglosemos los dos procesos. La fundición celular comienza con un monómero líquido de metacrilato de metilo (MMA) mezclado con un catalizador. Esta mezcla se vierte cuidadosamente entre dos placas de vidrio separadas por una junta que fija el espesor. A continuación, todo el conjunto se coloca en un baño u horno de temperatura controlada, donde el material polimeriza lentamente durante varias horas o incluso días. Es un método por lotes que da a las cadenas de polímero tiempo suficiente para formar estructuras largas y entrelazadas con una interferencia mecánica mínima.
La extrusión, en cambio, es una operación continua de alta velocidad. Los gránulos acrílicos prepolimerizados se introducen en una tolva, se funden en el interior de una extrusora de tornillo bajo calor y presión y, a continuación, se fuerzan a través de una matriz plana para crear una lámina continua. Unos rodillos de enfriamiento calibran el grosor antes de recortar y apilar la lámina. Este método es eficaz para producir grandes volúmenes rápidamente, pero el flujo rápido y el enfriamiento introducen una dinámica diferente a nivel molecular.
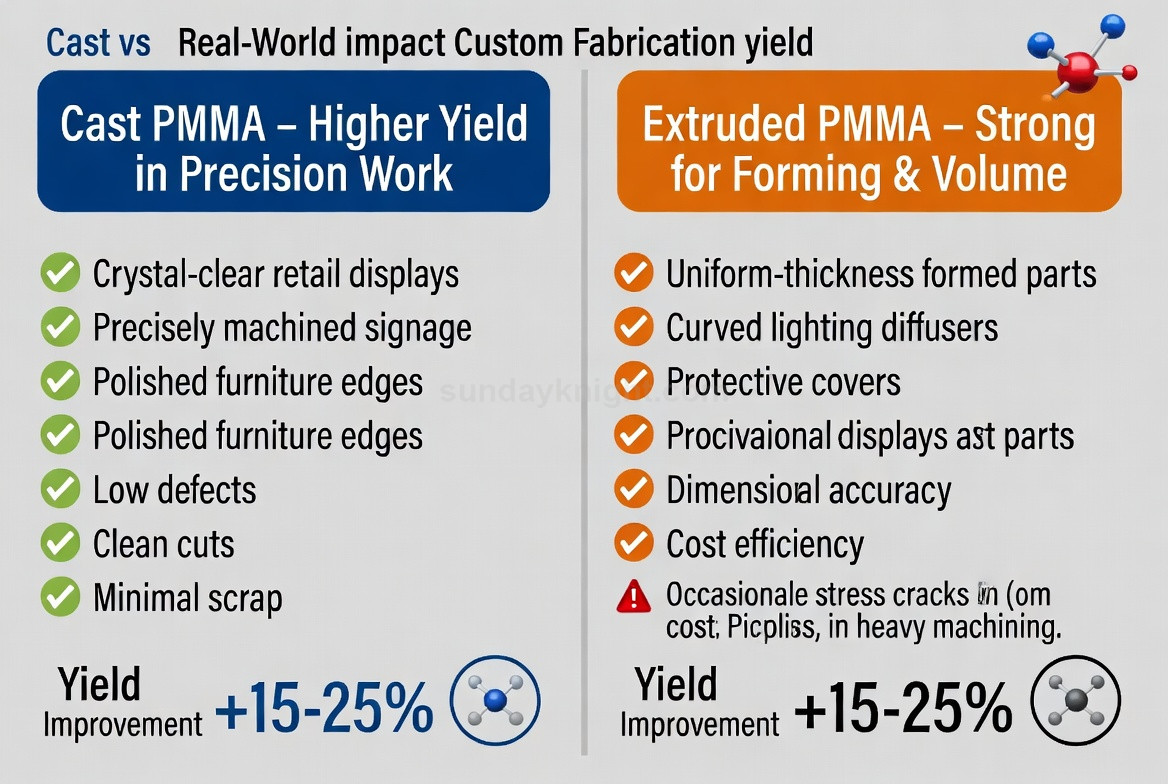
Estas vías de producción crean diferencias notables en las planchas finales. El PMMA moldeado suele ofrecer una claridad óptica superior con muy poca distorsión lumínica, una excelente resistencia a los productos químicos y disolventes, y una superficie más dura que resiste mejor los arañazos. Como el material se cura sin tensiones direccionales, tiende a ser más tolerante durante operaciones secundarias como el mecanizado o el encolado. El grosor puede variar un poco más de una plancha a otra -a menudo en torno a ±10%- y el material es más caro debido al proceso intensivo en mano de obra.
El PMMA extruido brilla por su consistencia. Las tolerancias de grosor suelen ser estrictas (±5% o más), lo que supone una gran ventaja cuando las piezas deben encajar con precisión en ensamblajes. También es mucho más asequible, sobre todo para grandes pedidos, y a menudo más fácil de termoformar a temperaturas más bajas. En el lado negativo, las cadenas de polímero más cortas y la orientación creada durante la extrusión pueden hacer que el material sea ligeramente más propenso al rayado, al ataque de disolventes y al agrietamiento relacionado con la tensión si no se maneja con cuidado.
Aquí es donde la goma se encuentra con el camino para los fabricantes personalizados: estas diferencias de propiedades afectan directamente al rendimiento, es decir, al porcentaje de piezas que pasan el control de calidad sin defectos, repeticiones o desechos. En el fresado, taladrado, serrado o grabado detallado con CNC, el acrílico fundido suele mecanizarse de forma más limpia. Produce virutas bonitas en lugar de fundirse o atascar las herramientas, y es mucho menos probable que se astillen los bordes o se produzcan grietas subsuperficiales. Muchos talleres informan de tasas de éxito notablemente superiores en la primera pasada cuando trabajan con material moldeado en señalización compleja, componentes de mobiliario o expositores de precisión.
El corte por láser presenta un panorama similar. Las planchas moldeadas soportan mejor el calor localizado y presentan menos fracturas por tensión. A la hora de cementar con disolventes o pulir con llama, la mayor resistencia química del PMMA moldeado suele dar lugar a uniones más fuertes y limpias y a un acabado de espejo con menos riesgo de agrietamiento.
Sin embargo, la extrusión tiene sus ventajas. Para el termoconformado (calentar la lámina y darle forma por vacío o curvándola), el material extruido suele dar mejores resultados. Su estructura uniforme y su menor temperatura de conformado permiten obtener formas más nítidas y repetibles con un mínimo de elasticidad o agrietamiento. Esto puede traducirse en mayores rendimientos para difusores de iluminación, cubiertas protectoras o accesorios de venta al por menor contorneados en los que el conformado es el paso dominante.
En los trabajos a medida del mundo real, la elección puede variar el rendimiento global en 10-25% o más. En una ocasión, un cliente nos trajo un gran pedido de expositores multipieza para puntos de venta que requerían un intenso fresado CNC y encolado con disolvente. El cambio de planchas extruidas a planchas moldeadas redujo inmediatamente nuestra tasa de rechazos y nos ahorró horas de reprocesado. El coste adicional del material se vio compensado con creces por la reducción de los desechos y la mayor velocidad de producción. En otro proyecto relacionado con protecciones moldeadas al vacío, las planchas extruidas proporcionaron una consistencia perfecta y mantuvieron la línea funcionando sin problemas a un precio más bajo.
Por supuesto, también influyen otros factores: un almacenamiento adecuado de la chapa para evitar la absorción de humedad, herramientas afiladas, ajustes optimizados de la máquina y un recocido ocasional para aliviar las tensiones residuales. Pero la elección del material de partida sienta las bases.
No existe la “mejor” plancha de PMMA, sino la más adecuada para cada trabajo. Los proyectos de corte plano, grabado y pulido suelen beneficiarse más del material moldeado. Los trabajos de conformado de gran volumen o los paneles sencillos suelen preferir la extrusión, tanto por coste como por consistencia. Al adaptar el proceso a la aplicación, los fabricantes pueden mejorar notablemente la eficacia y la satisfacción del cliente.
La próxima vez que especifique acrílico para un proyecto personalizado, tómese un momento para pensar cómo se ha fabricado. Un poco de conocimiento sobre fundición frente a extrusión puede convertir las buenas ideas en series de producción fiables y de alto rendimiento. En nuestra experiencia, la elección de materiales con conocimiento de causa marca la diferencia entre un taller estresado y una operación fluida y rentable.