Dans le monde de la fabrication sur mesure, le PMMA, communément appelé acrylique ou plexiglas, est un matériau de choix pour tout ce qui concerne les présentoirs de vente au détail élégants, les éléments architecturaux complexes et les composants d'appareils médicaux. Sa transparence cristalline, sa légèreté et sa polyvalence en font le matériau idéal pour concrétiser des projets créatifs. Mais toutes les plaques de PMMA ne se comportent pas de la même manière une fois qu'elles arrivent dans l'atelier. Le processus de fabrication, qu'il s'agisse de la coulée traditionnelle en cellule ou de l'extrusion continue, joue un rôle crucial dans les propriétés du matériau et, en fin de compte, dans le taux de réussite, ou “rendement”, de vos produits finis personnalisés. Comprendre ces différences peut aider les fabricants, les concepteurs et les acheteurs à minimiser les déchets, à réduire les coûts et à fournir des résultats de meilleure qualité à chaque fois.
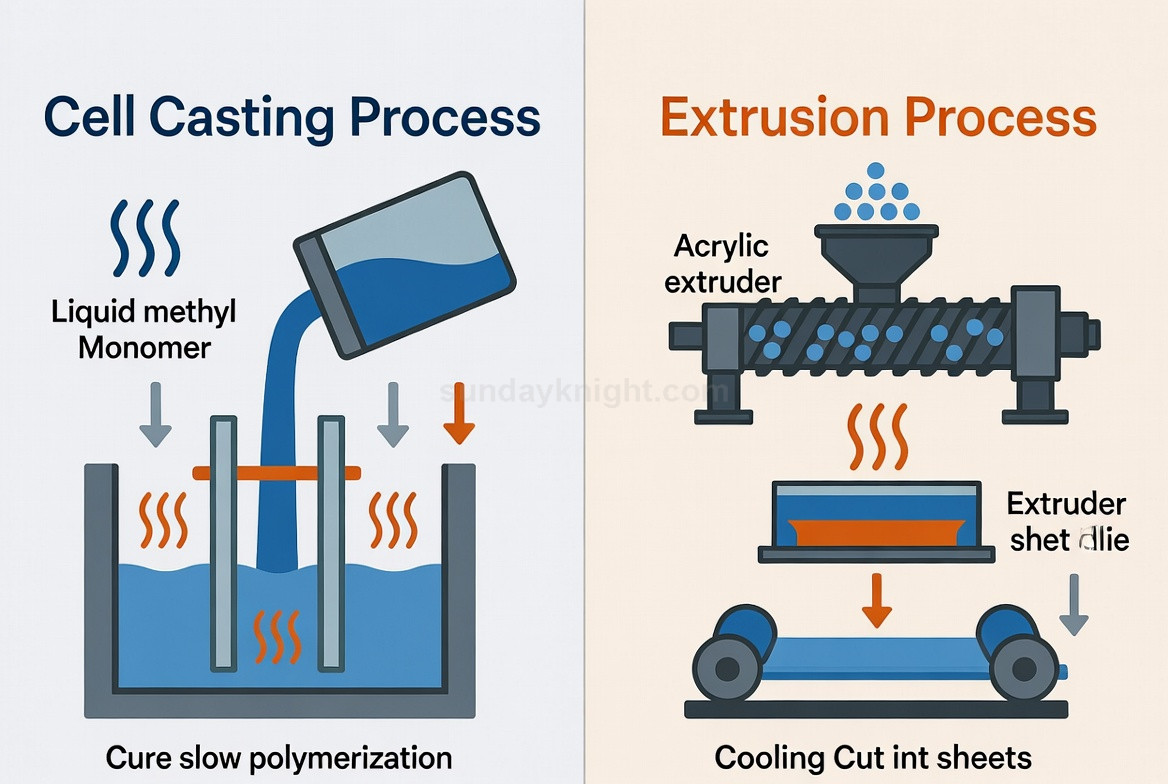
Décortiquons les deux processus. Le moulage en cellule commence par un monomère liquide de méthacrylate de méthyle (MMA) mélangé à un catalyseur. Ce mélange est soigneusement versé entre deux plaques de verre séparées par un joint qui en fixe l'épaisseur. L'ensemble est ensuite placé dans un bain ou un four à température contrôlée, où le matériau polymérise lentement pendant plusieurs heures, voire plusieurs jours. Il s'agit d'une méthode par lots qui donne aux chaînes de polymères tout le temps nécessaire pour former de longues structures entrelacées avec un minimum d'interférences mécaniques.
L'extrusion, en revanche, est une opération continue et à grande vitesse. Des granulés d'acrylique pré-polymérisés sont introduits dans une trémie, fondus à l'intérieur d'une extrudeuse à vis sous l'effet de la chaleur et de la pression, puis poussés à travers une filière plate pour créer une feuille continue. Des rouleaux de refroidissement calibrent l'épaisseur avant que la feuille ne soit découpée et empilée. Cette méthode est efficace pour produire rapidement de grands volumes, mais le flux rapide et le refroidissement introduisent une dynamique différente au niveau moléculaire.
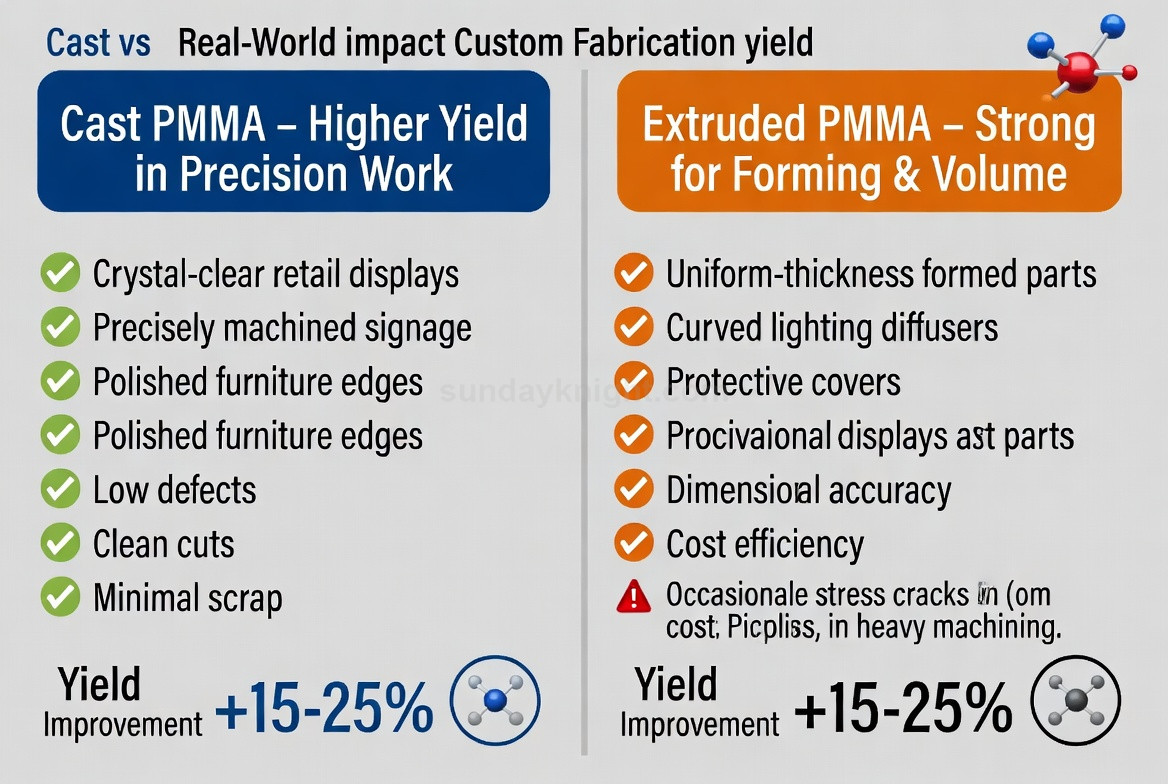
Ces méthodes de production créent des différences notables dans les feuilles finales. Le PMMA coulé offre généralement une clarté optique supérieure avec très peu de distorsion de la lumière, une excellente résistance aux produits chimiques et aux solvants, et une surface plus dure qui résiste mieux aux rayures. Comme le matériau durcit sans contrainte directionnelle, il tend à être plus tolérant lors des opérations secondaires telles que l'usinage ou le collage. L'épaisseur peut varier un peu plus d'une feuille à l'autre - souvent autour de ±10% - et le matériau est plus cher en raison du processus à forte intensité de main-d'œuvre.
Le PMMA extrudé brille par sa régularité. Les tolérances d'épaisseur sont généralement étroites (±5% ou mieux), ce qui constitue un avantage considérable lorsque les pièces doivent s'emboîter avec précision dans les assemblages. Il est également beaucoup plus abordable, en particulier pour les grosses commandes, et souvent plus facile à thermoformer à des températures plus basses. En revanche, les chaînes polymères plus courtes et l'orientation créée lors de l'extrusion peuvent rendre le matériau légèrement plus sensible aux rayures, à l'attaque des solvants et aux fissures liées à la contrainte s'il n'est pas manipulé avec précaution.
C'est là que le bât blesse pour les fabricants de produits sur mesure : ces différences de propriétés affectent directement le rendement, c'est-à-dire le pourcentage de pièces qui passent le contrôle de qualité sans défauts, sans retouches et sans rebuts. Dans les opérations de fraisage, de perçage, de sciage ou de gravure détaillée à commande numérique, l'acrylique moulé s'usine généralement plus proprement. Il produit de beaux copeaux au lieu de fondre ou d'encrasser les outils, et il est beaucoup moins susceptible d'ébrécher les bords ou de développer des fissures sous la surface. De nombreux ateliers font état de taux de réussite nettement plus élevés au premier passage lorsqu'ils travaillent avec des matériaux coulés sur des enseignes complexes, des composants de meubles ou des présentoirs de précision.
La découpe au laser présente un tableau similaire. Les plaques coulées supportent mieux la chaleur localisée et présentent moins de fractures de stress par la suite. Lorsqu'il s'agit de collage au solvant ou de polissage à la flamme, la résistance chimique supérieure du PMMA coulé permet souvent d'obtenir des liaisons plus fortes et plus propres, ainsi qu'une finition de type miroir avec moins de risque de fissuration.
Pourtant, l'extrusion a ses avantages. Pour le thermoformage (chauffage de la feuille et formage sous vide ou pliage en courbes), le matériau extrudé est souvent plus performant. Sa structure uniforme et sa température de formage plus basse permettent d'obtenir des formes plus nettes et plus reproductibles, avec un minimum de retour élastique ou de fissuration. Cela peut se traduire par des rendements plus élevés pour les diffuseurs d'éclairage, les couvercles de protection ou les accessoires de vente au détail profilés pour lesquels le formage est l'étape dominante.
Dans les travaux personnalisés du monde réel, le choix peut faire varier le rendement global de 10-25% ou plus. Un client nous a passé une grosse commande de présentoirs de point de vente en plusieurs parties nécessitant un routage CNC important et un collage au solvant. Le passage des feuilles extrudées aux feuilles moulées a immédiatement réduit notre taux de rejet et nous a permis d'économiser des heures de retouche. Le coût supplémentaire des matériaux a été plus que compensé par la diminution des rebuts et l'accélération de la production. Dans le cadre d'un autre projet portant sur des protections formées sous vide, les feuilles extrudées ont permis d'obtenir une uniformité parfaite et d'assurer le bon fonctionnement de la ligne à un prix inférieur.
Bien entendu, d'autres facteurs entrent également en ligne de compte : un stockage adéquat des tôles pour éviter l'absorption d'humidité, un outillage bien affûté, des réglages de machine optimisés et un recuit occasionnel pour soulager les contraintes résiduelles. Mais c'est le choix du matériau de départ qui est déterminant.
Il n'y a pas de “meilleure” plaque de PMMA universelle, mais seulement la bonne pour le travail à effectuer. Les projets nécessitant une découpe à plat, une gravure et un polissage sont généralement ceux qui bénéficient le plus d'un matériau moulé. Le formage de grands volumes ou la fabrication de panneaux simples favorisent souvent l'extrusion pour des raisons de coût et de cohérence. En adaptant le processus à l'application, les fabricants peuvent améliorer considérablement leur efficacité et la satisfaction de leurs clients.
La prochaine fois que vous spécifierez de l'acrylique pour un projet personnalisé, prenez le temps de réfléchir à la manière dont il a été fabriqué. Quelques connaissances sur le moulage par rapport à l'extrusion peuvent transformer de bonnes idées en séries de production fiables et à haut rendement. D'après notre expérience, des choix de matériaux éclairés font toute la différence entre un atelier stressant et une opération fluide et rentable.