Nel mondo della fabbricazione personalizzata, il PMMA, comunemente noto come acrilico o plexiglass, è il materiale ideale per realizzare qualsiasi cosa, dagli eleganti espositori per la vendita al dettaglio agli intricati elementi architettonici e ai componenti dei dispositivi medici. La sua trasparenza cristallina, la sua leggerezza e la sua versatilità lo rendono ideale per trasformare i progetti creativi in realtà. Ma non tutte le lastre di PMMA si comportano allo stesso modo una volta arrivate in officina. Il processo di produzione, che sia attraverso la tradizionale colata in celle o l'estrusione continua, svolge un ruolo cruciale nelle proprietà del materiale e, in ultima analisi, nel tasso di successo, o “resa”, dei prodotti finiti personalizzati. La comprensione di queste differenze può aiutare i produttori, i progettisti e gli acquirenti a ridurre al minimo gli sprechi, a tagliare i costi e a ottenere sempre risultati di qualità superiore.
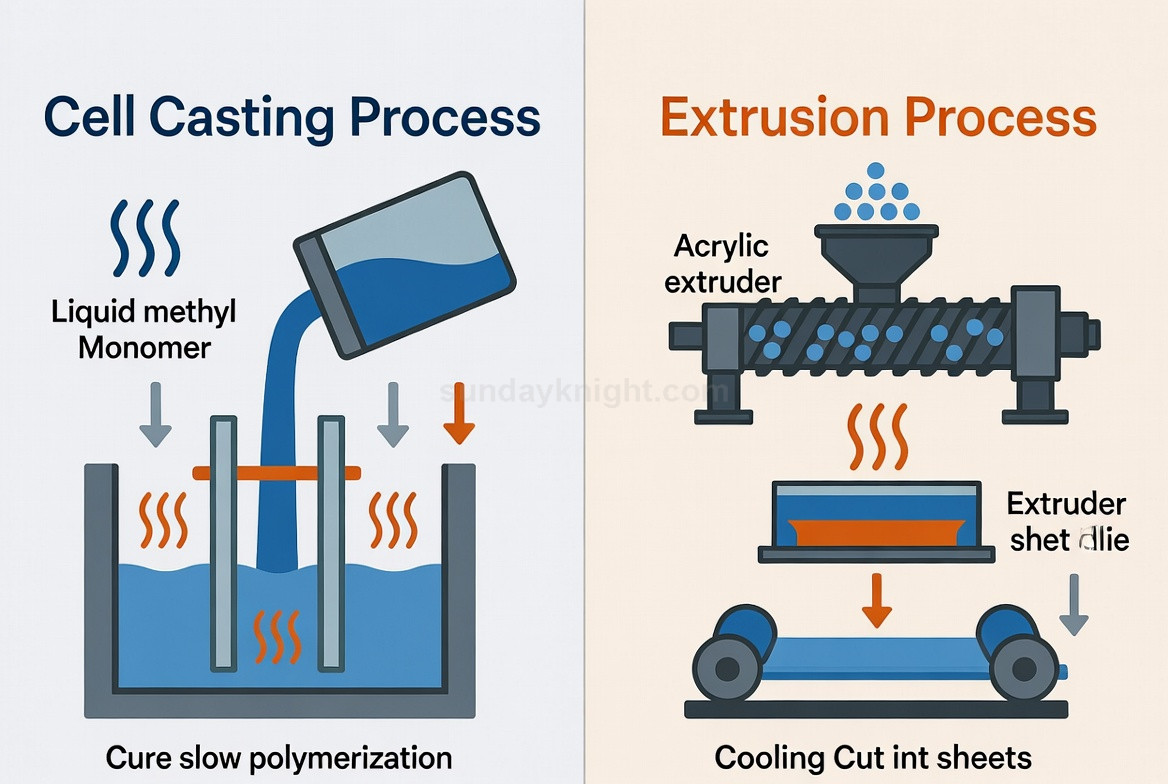
Analizziamo i due processi. La colata cellulare inizia con un monomero di metacrilato di metile (MMA) liquido mescolato con un catalizzatore. Questa miscela viene accuratamente versata tra due lastre di vetro separate da una guarnizione che ne fissa lo spessore. L'intero gruppo viene quindi posto in un bagno o in un forno a temperatura controllata, dove il materiale polimerizza lentamente per diverse ore o addirittura per giorni. Si tratta di un metodo orientato ai lotti che dà alle catene polimeriche tutto il tempo necessario per formare strutture lunghe e intrecciate con un'interferenza meccanica minima.
L'estrusione, invece, è un'operazione continua ad alta velocità. I pellet acrilici pre-polimerizzati vengono immessi in una tramoggia, fusi all'interno di un estrusore a vite sotto calore e pressione, e quindi forzati attraverso una matrice piatta per creare un foglio continuo. I rulli di raffreddamento calibrano lo spessore prima che la lastra venga rifilata e impilata. Questo metodo è efficiente per produrre rapidamente grandi volumi, ma il flusso rapido e il raffreddamento introducono dinamiche diverse a livello molecolare.
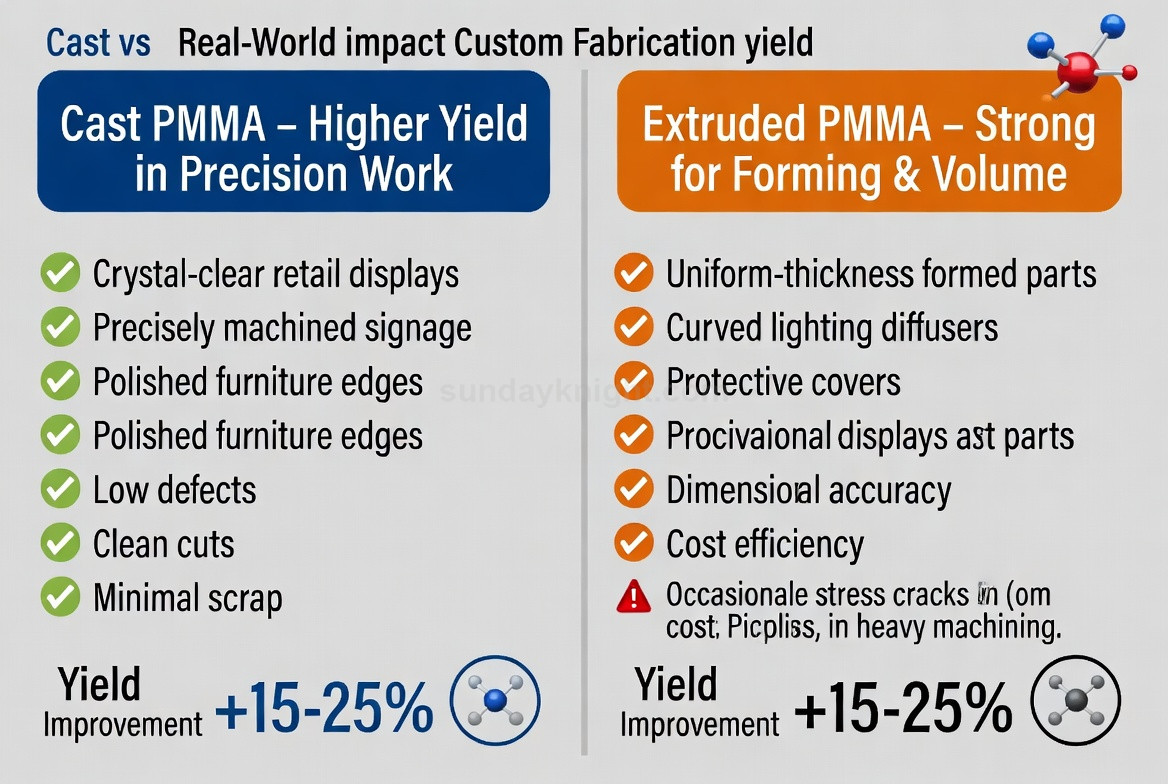
Questi percorsi produttivi creano differenze evidenti nelle lastre finali. Il PMMA colato offre generalmente una chiarezza ottica superiore con una distorsione della luce molto ridotta, un'eccellente resistenza agli agenti chimici e ai solventi e una superficie più dura che resiste meglio ai graffi. Poiché il materiale polimerizza senza sollecitazioni direzionali, tende a essere più indulgente durante le operazioni secondarie come la lavorazione o l'incollaggio. Lo spessore può variare un po' di più da lastra a lastra - spesso intorno a ±10% - e il materiale è più costoso a causa del processo ad alta intensità di lavoro.
Il PMMA estruso si distingue per la consistenza. Le tolleranze di spessore sono generalmente strette (±5% o meglio), il che rappresenta un enorme vantaggio quando i pezzi devono combaciare con precisione negli assemblaggi. È anche molto più conveniente, soprattutto per gli ordini di grandi dimensioni, e spesso è più facile da termoformare a temperature più basse. In compenso, le catene polimeriche più corte e l'orientamento creato durante l'estrusione possono rendere il materiale leggermente più soggetto a graffi, attacchi di solventi e cricche da stress se non viene maneggiato con cura.
È qui che la gomma incontra la strada per i produttori personalizzati: queste differenze di proprietà influiscono direttamente sulla resa, ovvero sulla percentuale di pezzi che superano il controllo qualità senza difetti, rilavorazioni o scarti. Nella fresatura, nella foratura, nella segatura o nell'incisione dettagliata dei CNC, l'acrilico fuso di solito lavora in modo più pulito. Produce trucioli piacevoli invece di fondere o ingrigire gli utensili, ed è molto meno probabile che si scheggino i bordi o si sviluppino crepe sotto la superficie. Molte officine riportano percentuali di successo al primo passaggio notevolmente superiori quando lavorano con materiale fuso su insegne complesse, componenti di mobili o espositori di precisione.
Il taglio laser presenta un quadro simile. Le lastre fuse gestiscono meglio il calore localizzato e presentano meno fratture da stress. Quando si tratta di cementare con solventi o di lucidare a fiamma, la superiore resistenza chimica del PMMA fuso spesso si traduce in legami più forti e puliti e in una finitura a specchio con meno rischi di screpolature.
Tuttavia, l'estrusione ha il suo punto di forza. Per la termoformatura - il riscaldamento della lastra e la formatura sottovuoto o la piegatura in curva - il materiale estruso ha spesso prestazioni migliori. La sua struttura uniforme e la temperatura di formatura più bassa consentono di ottenere forme più nitide e ripetibili, con un ritorno elastico o una fessurazione minimi. Ciò può tradursi in rendimenti più elevati per i diffusori di luce, le coperture protettive o i dispositivi di vendita al dettaglio sagomati in cui la formatura è la fase principale.
Nel mondo del lavoro personalizzato, la scelta può variare la resa complessiva di 10-25% o più. Una volta un cliente ci ha portato un grosso ordine di espositori per punti vendita composti da più parti, che richiedevano una pesante fresatura CNC e l'incollaggio a solvente. Il passaggio da lastre estruse a lastre colate ha immediatamente ridotto il nostro tasso di scarto e risparmiato ore di rilavorazione. Il costo aggiuntivo del materiale è stato più che compensato dalla riduzione degli scarti e dalla maggiore velocità di produzione. In un altro progetto che prevedeva la realizzazione di protezioni sottovuoto, le lastre estruse hanno garantito una consistenza perfetta e hanno mantenuto il funzionamento regolare della linea a un prezzo inferiore.
Naturalmente, anche altri fattori sono importanti: lo stoccaggio corretto delle lastre per evitare l'assorbimento dell'umidità, l'affilatura degli utensili, le impostazioni ottimizzate delle macchine e la ricottura occasionale per alleviare le tensioni residue. Ma la scelta del materiale di partenza costituisce la base.
Non esiste una lastra di PMMA “migliore” in assoluto, ma solo quella giusta per il lavoro da svolgere. I progetti che prevedono il taglio piatto, l'incisione e la lucidatura di solito traggono il massimo vantaggio dal materiale fuso. La formatura ad alto volume o la semplice lavorazione dei pannelli spesso favoriscono l'estrusione sia per i costi che per la consistenza. Adattando il processo all'applicazione, i produttori possono migliorare notevolmente l'efficienza e la soddisfazione dei clienti.
La prossima volta che scegliete l'acrilico per un progetto personalizzato, prendetevi un momento per pensare a come è stato prodotto. Un po' di conoscenza sulla fusione e sull'estrusione può trasformare le buone idee in produzioni affidabili e ad alto rendimento. Secondo la nostra esperienza, le scelte informate dei materiali fanno la differenza tra un'officina stressante e un'attività regolare e redditizia.