In de wereld van douanefabricage, PMMA- algemeen gekend als acryl of plexiglas-stand-outs als go-to materiaal voor alles van gladde kleinhandelsvertoningen aan ingewikkelde architecturale elementen en medische apparatencomponenten. Zijn glasheldere transparantie, lichtgewichtaard, en veelzijdigheid maken het ideaal om creatieve ontwerpen in werkelijkheid te veranderen. Maar niet alle PMMA-platen presteren op dezelfde manier zodra ze de werkvloer raken. Het fabricageproces - of dit nu via traditioneel celgieten of continue extrusie gebeurt - speelt een cruciale rol in de eigenschappen van het materiaal en uiteindelijk ook in het slagingspercentage, of “rendement”, van uw op maat gemaakte eindproducten. Inzicht in deze verschillen kan fabrikanten, ontwerpers en inkopers helpen verspilling te minimaliseren, kosten te besparen en telkens weer een resultaat van hogere kwaliteit te leveren.
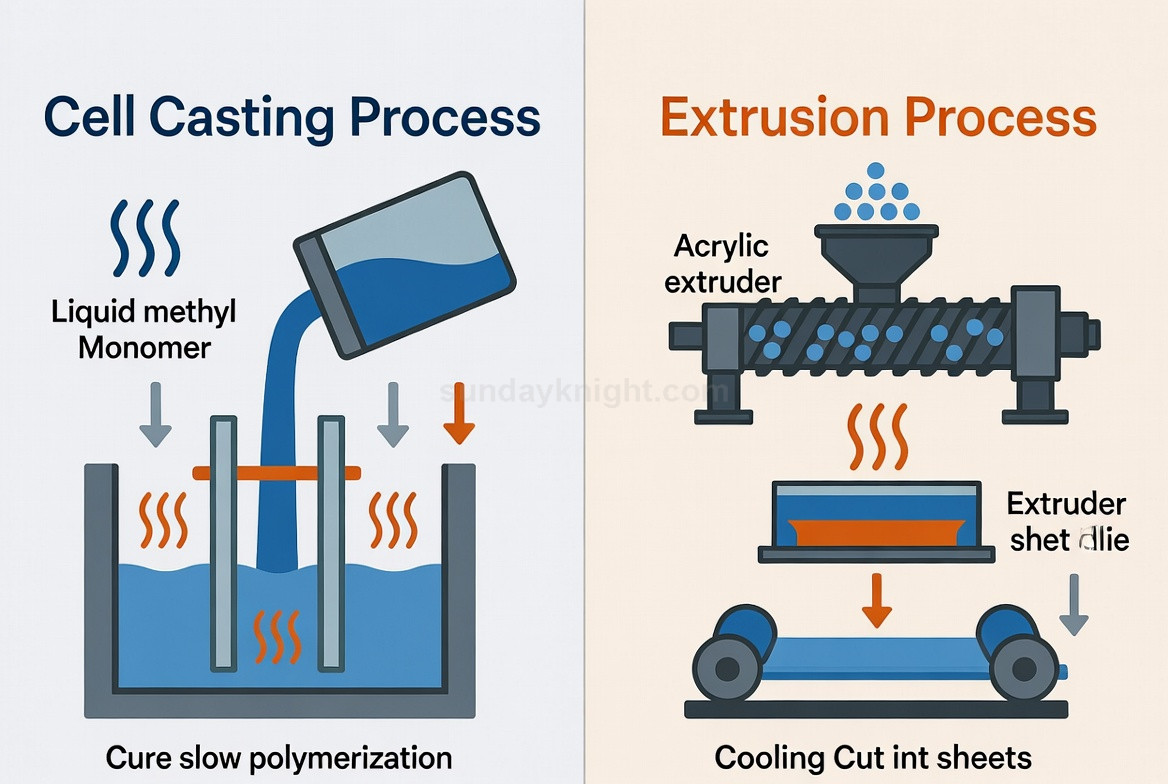
Laten we de twee processen eens uit elkaar halen. Het gieten van cellen begint met vloeibaar methylmethacrylaat (MMA) monomeer gemengd met een katalysator. Dit mengsel wordt voorzichtig tussen twee glasplaten gegoten, gescheiden door een pakking die de dikte bepaalt. Het geheel wordt vervolgens in een bad of oven met gecontroleerde temperatuur geplaatst, waar het materiaal langzaam polymeriseert gedurende enkele uren of zelfs dagen. Het is een batchgeoriënteerde methode die de polymeerketens voldoende tijd geeft om lange, verstrengelde structuren te vormen met minimale mechanische interferentie.
Extrusie daarentegen is een continue bewerking op hoge snelheid. Vooraf gepolymeriseerde acrylpellets worden in een trechter gevoerd, onder hitte en druk in een schroefextruder gesmolten en vervolgens door een platte matrijs geperst om een doorlopend vel te maken. Koelrollen kalibreren de dikte voordat het vel wordt bijgesneden en gestapeld. Deze methode is efficiënt om snel grote volumes te produceren, maar de snelle stroom en koeling zorgen voor een andere dynamiek op moleculair niveau.
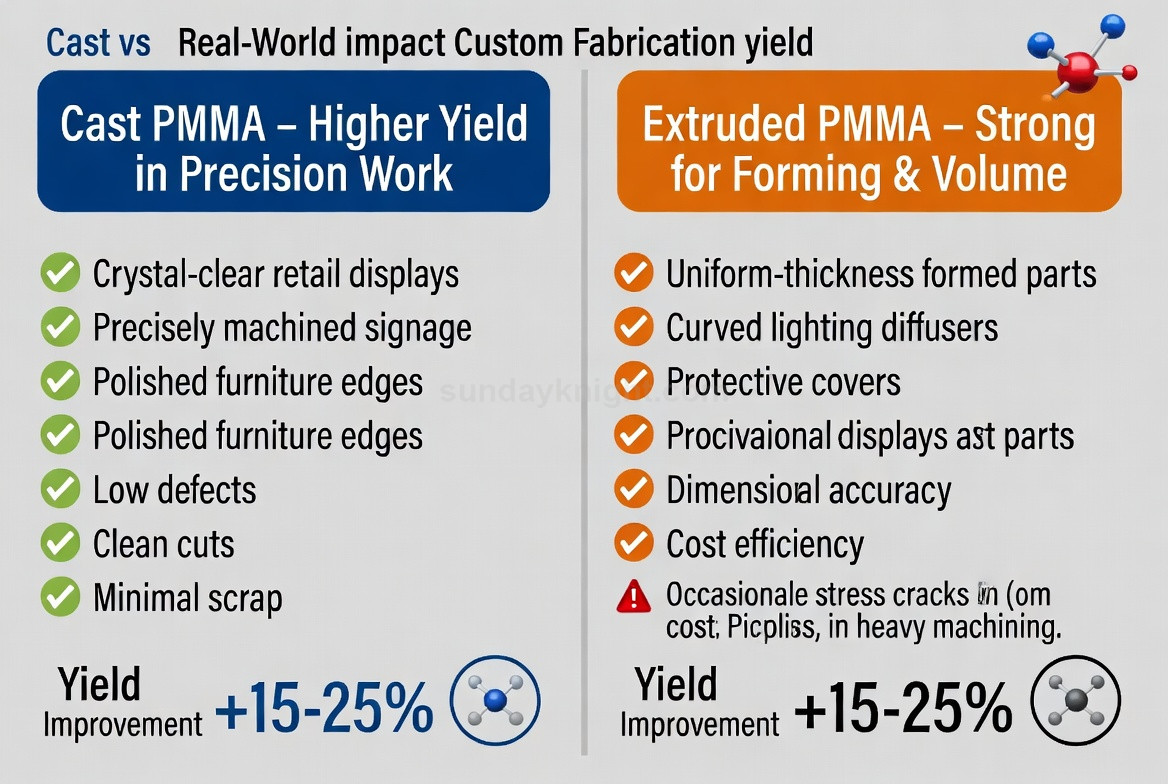
Deze productieroutes zorgen voor merkbare verschillen in de uiteindelijke platen. Gegoten PMMA levert over het algemeen een superieure optische helderheid met zeer weinig lichtvervorming, een uitstekende weerstand tegen chemicaliën en oplosmiddelen en een harder oppervlak dat beter bestand is tegen krassen. Omdat het materiaal zonder richtingsspanning uithardt, is het over het algemeen vergevingsgezinder tijdens secundaire bewerkingen zoals machinale bewerking of lijmen. De dikte kan iets meer variëren van plaat tot plaat - vaak rond ±10% - en het materiaal is duurder vanwege het arbeidsintensieve proces.
Geëxtrudeerd PMMA blinkt uit in consistentie. Diktetoleranties zijn meestal krap (±5% of beter), wat een enorm voordeel is als onderdelen in assemblages precies op elkaar moeten passen. Het is ook aanzienlijk betaalbaarder, vooral voor grote bestellingen, en vaak gemakkelijker te thermovormen bij lagere temperaturen. Aan de andere kant kunnen de kortere polymeerketens en de oriëntatie tijdens extrusie ervoor zorgen dat het materiaal iets vatbaarder is voor krassen, aantasting door oplosmiddelen en spanningsgerelateerde scheuren als er niet voorzichtig mee wordt omgegaan.
Hier is waar het rubber de weg voor douanefabrikanten ontmoet: deze bezitsverschillen beïnvloeden direct opbrengst-het percentage delen dat door kwaliteitscontrole zonder tekorten, rework, of schroot vaart. In CNC het verpletteren, het boren, het zagen, of het gedetailleerde graveren, gegoten acryl gewoonlijk schonere machines. Het produceert aardige spaanders in plaats van het smelten of het gumming van hulpmiddelen, en het is veel minder waarschijnlijk om randen te breken of onderhuidse barsten te ontwikkelen. Vele winkels melden merkbaar hogere eerste slagingspercentages wanneer het werken met gegoten materiaal op complexe signage, meubilaircomponenten, of precisiedisplays.
Lasersnijden geeft een vergelijkbaar beeld. Gegoten platen gaan beter om met de plaatselijke hitte en vertonen achteraf minder spanningsbreuken. Als het gaat om cementeren met oplosmiddelen of polijsten met vlammen, resulteert de superieure chemische weerstand van gegoten PMMA vaak in sterkere, schonere verbindingen en een spiegelachtige afwerking met minder risico op craquelé.
Toch heeft extrusie zijn 'sweet spot'. Voor thermovormen - waarbij de plaat wordt verwarmd en vacuüm gevormd of gebogen - presteert geëxtrudeerd materiaal vaak beter. De uniforme structuur en lagere vormtemperatuur zorgen voor scherpere, beter herhaalbare vormen met minimale terugvering of barsten. Dit kan zich vertalen in hogere opbrengsten voor lichtverspreiders, beschermkappen of gevormde winkelinrichtingen waar vormen de belangrijkste stap is.
Bij echt maatwerk kan de keuze de totale opbrengst met 10-25% of meer beïnvloeden. Een klant bracht ons eens een grote bestelling van meerdelige displays voor verkooppunten die zware CNC-frezen en solventlijmen vereisten. Door over te schakelen van geëxtrudeerde naar gegoten platen daalde ons afkeurpercentage onmiddellijk en bespaarden we uren aan nabewerking. De extra materiaalkosten werden ruimschoots gecompenseerd door minder uitval en een snellere doorvoer. Bij een ander project met vacuümgevormde beschermplaten zorgden geëxtrudeerde platen voor een perfecte consistentie en hielden ze de lijn draaiende tegen een lagere prijs.
Natuurlijk spelen ook andere factoren een rol: goede opslag van de plaat om vochtopname te voorkomen, scherp gereedschap, optimale machine-instellingen en af en toe uitgloeien om restspanningen te verminderen. Maar de keuze van het uitgangsmateriaal legt de basis.
Er is geen universele “beste” PMMA plaat-alleen de juiste voor de klus. De projecten zwaar op vlak knipsel, gravure, en het oppoetsen gewoonlijk profiteren het meest van gegoten materiaal. Het vormen in grote volumes of het eenvoudige paneelwerk verkiezen vaak extrusie voor zowel kosten als consistentie. Door het proces af te stemmen op de toepassing kunnen fabrikanten de efficiëntie en klanttevredenheid aanzienlijk verbeteren.
De volgende keer dat u acryl voor een project op maat specificeert, neem dan even de tijd om te bedenken hoe het is gemaakt. Een beetje kennis over gieten versus extruderen kan goede ideeën omzetten in betrouwbare productieseries met een hoog rendement. In onze ervaring, maken de geïnformeerde materiaalkeuzen al verschil tussen een stressvolle werkvloer en een vlotte, winstgevende verrichting.